Qualität ohne Kompromisse
QUALITÄTSKONTROLLE
Die Qualitätskontrollabteilung überwacht den gesamten Produktionsprozess, angefangen beim Eingang der Rohstoffe bis hin zur Auslieferung der Endprodukte. Wir verfügen über Laboreinrichtungen, Maschinen und spezifische Ausstattung, die in der Lage sind, alle durch die spezifischen Verfahren sowie die Anforderungen des Kunden geforderten Tests durchzuführen. Wir arbeiten auch mit qualifizierten externen Laboren zusammen.
Prozesskontrolle




Um ein gleichbleibend hohes Qualitätsniveau zu garantieren, kontrollieren wir jede Phase des Produktionsprozesses, um sicherzustellen, dass die entsprechenden Verfahren eingehalten werden. Von den bei Saturn durchgeführten Tests erwähnen wir die folgenden:
Eingangskontrolle. Alle Eingangsstoffe werden gemäß internen Spezifikationen (Sand, Chemikalien, Farben, Harze usw.) unter Verwendung der entsprechenden Laborausrüstung geprüft.
Qualitätskontrolle von Sand und Formstoffmischung. Die Sandkörnung sowie die mechanischen Eigenschaften der Formstoffmischung für jeden Mischer werden täglich mit geeigneten Geräten überprüft.
Kontrolle der Gusseisenverarbeitung. Vor dem Vergießen des Gusseisens in die Formen werden folgende Prüfungen durchgeführt:
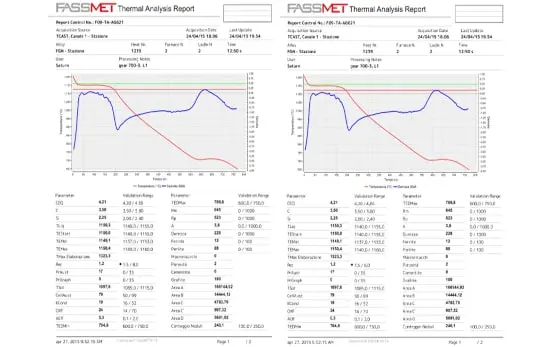
Thermische Analyse von Flüssigeisen. Mithilfe von Software wird der Impfprozess (Nodularisierung) gesteuert und Informationen über die Qualität des Metalls in der Gießpfanne vor dem Gießen erhalten. Durch die notwendigen Korrekturen wird die erforderliche Qualität des Gusseisens zum Zeitpunkt des Gießens erreicht. Das Ergebnis der finalen Analyse wird in die Datenbank eingetragen.
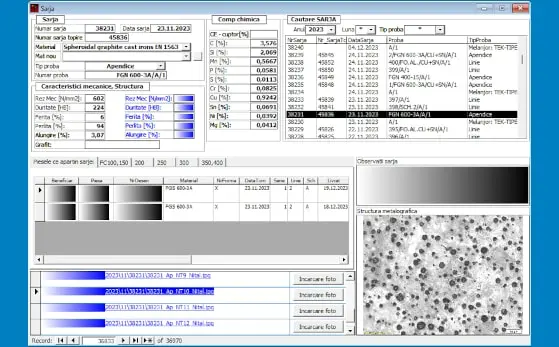
Chemische Zusammensetzung des Gusseisens. Vor dem Gießen des Teils wird jede Charge mit folgenden Geräten geprüft:
- ARL-Spektrometer
- Columbus-Spektrometer
- ELTRA %C & %S Analysator
Die resultierenden Werte werden in die Datenbank eingegeben.
Die Temperaturkontrolle des Flüssigeisens erfolgt mit dem HERAEUS-Eintauchgerät.
Kontrolle der mechanischen Eigenschaften des Gusseisens. Für jede Charge werden Proben gegossen, um die Zugfestigkeit, die Dehnung des Gusseisens und die Kerbschlagarbeit (KCU) unter Verwendung der folgenden Infrastruktur zu prüfen:
- GALDABINI 20 kN Zugprüfmaschine mit Extensometer
- Fritz Heckert 40 kN Zugprüfmaschine
- Charpy-Pendelschlagwerk (Schlagprüfmaschine)
Kontrolle des Gießprozesses, der Gießformen und der Gussmontage. Die Viskosität der feuerfesten Schlichte wird täglich mit dem Ford-Becher kontrolliert, ebenso wie die Schichtdicke der auf Formen und Kernen aufgetragenen Schlichte.
Die Temperaturkontrolle der Oberfläche des Teils erfolgt vor dem Ausschlagen mithilfe eines Kontaktthermometers, das in die Form eingeführt wird, bis es das heiße Teil berührt.
Gussstückkontrolle




Eine interne Endkontrolle wird gemäß Standardverfahren und spezifischen Verfahren aufgrund von Kundenanforderungen durchgeführt:
Direkte Sichtprüfung. Die Oberflächenqualität wird sorgfältig auf mögliche oberflächliche Fehler geprüft.
Eindringprüfung (Farbeindringverfahren). Wird durchgeführt, um mögliche Risse und Diskontinuitäten festzustellen.
Ultraschallprüfung. Das NAMICON-Gerät wird mit Sonden unterschiedlicher Frequenzen und verschiedenen Geometrien der Kontaktfläche eingesetzt.
Härteprüfung. Die Härteprüfung erfolgt auf den in der Kundendokumentation geforderten Oberflächen unter Verwendung folgender Geräte:
- Labor-Härteprüfer Brinell 3000 kg zur Härtekontrolle an am Gussstück angebrachten Proben
- Tragbares Härteprüfgerät ERNST zur Härtekontrolle am Teil
- Dynamisches tragbares Durometer - Sonde Typ G
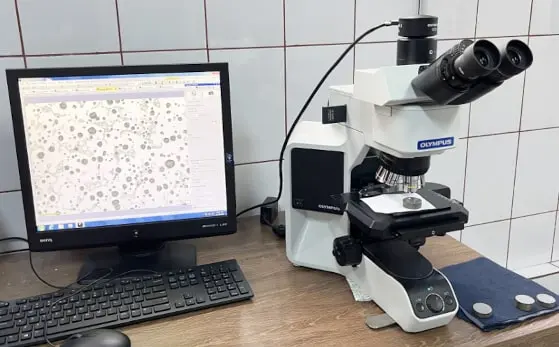
Gefügeprüfung (Mikrographie). Die Analyse der metallografischen Struktur erfolgt mithilfe des optischen Mikroskops von Olympus. Zuvor werden die Proben auf speziellen Schleifmaschinen poliert.
Dimensionale Kontrolle (Maßprüfung). Sie wird durch Anreißen auf dem Richtplatztisch mit klassischen Werkzeugen wie Anreißmessschiebern verschiedener Größen durchgeführt.
Lackierkontrolle. Im Lackierprozess werden die Eigenschaften der Farben bestimmt durch:
- Ford-Becher - zur Kontrolle der Viskosität
- Digitales Prüfgerät zur Kontrolle der Lackschichtdicke
- Digitale Thermometer
Datenbank.
Alle Parameter der Prozesskontrolle und der Gussstückkontrolle werden in eine sehr detaillierte Datenbank eingegeben.
Jedes Stück ist mit dem Gießerei-Logo, der Guss-Serie und dem Herstellungsjahr gekennzeichnet. Auf diese Weise haben wir eine strenge Rückverfolgbarkeit jedes Artikels.
Zertifizierung
Bei der Lieferung erhalten akzeptierte Teile ein Konformitätszertifikat und ein Abnahmeprüfzeugnis mit mechanischen Eigenschaften und chemischer Zusammensetzung (Typ 3.1). Das Qualitätsmanagementsystem ist nach ISO 9001:2015 durch TÜV SÜD Deutschland zertifiziert.


