Qualità senza compromessi
CONTROLLO QUALITÀ
Il dipartimento di controllo qualità monitora l'intero processo produttivo, a partire dall'ingresso delle materie prime fino alla consegna dei prodotti finali. Disponiamo di laboratori e macchinari in grado di eseguire tutti i test richiesti dalle procedure specifiche e dalle esigenze del cliente. Collaboriamo inoltre con laboratori esterni qualificati.
Controllo del processo




Per garantire un certo livello di qualità, controlliamo ogni fase del processo produttivo per assicurarci che le relative procedure siano seguite. Tra i test eseguiti in Saturn, citiamo i seguenti:
Controllo in ingresso. Tutti gli input sono controllati secondo le specifiche interne (sabbia, prodotti chimici, vernici, resine, ecc.) utilizzando l'appropriata attrezzatura di laboratorio.
Controllo qualità della sabbia e della miscela di formatura. La granulazione della sabbia e le caratteristiche meccaniche della miscela di formatura per ogni miscelatore vengono controllate quotidianamente, con appositi dispositivi.
Controllo della lavorazione della ghisa. Prima di colare la ghisa negli stampi, vengono effettuati i seguenti controlli:
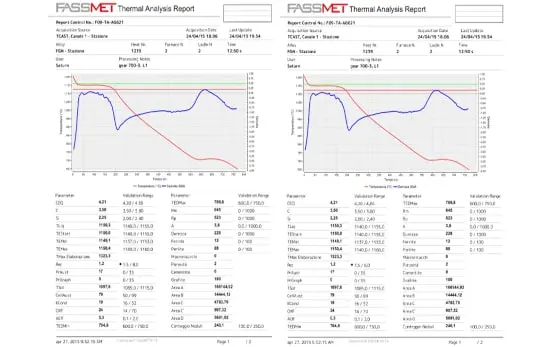
Analisi termica della ghisa liquida. Con l'aiuto di software, viene controllato il processo di nodularizzazione e vengono ricevute informazioni sulla qualità del metallo nella siviera di colata, prima della colata e poi, attraverso le necessarie correzioni, si raggiunge la qualità richiesta della ghisa, al momento della colata. Il risultato dell'analisi finale viene inserito nel database.
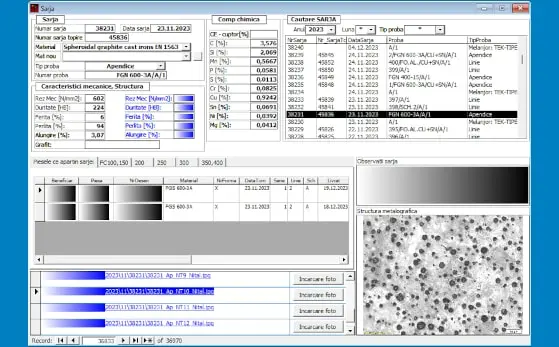
Composizione chimica della ghisa. Prima di colare il pezzo, ogni lotto viene controllato utilizzando:
- Spettrometro ARL
- Spettrometro Columbus
- Analizzatore ELTRA %C & %S
I valori risultanti vengono inseriti nel database.
Il controllo della temperatura della ghisa liquida viene effettuato con il dispositivo ad immersione HERAEUS.
Controllo delle caratteristiche meccaniche della ghisa. Per ogni lotto vengono colati provini per verificare la resistenza alla trazione, l'allungamento della ghisa e la resilienza KCU, utilizzando la seguente infrastruttura:
- Macchina per trazione GALDABINI 20 kN con estensimetro
- Macchina per trazione Fritz Heckert 40 kN
- Pendolo di Charpy (macchina per impatto)
Controllo del processo di colata, degli stampi e dell'assemblaggio di colata. L'adesività della vernice refrattaria viene controllata quotidianamente, utilizzando la tazza Ford, così come lo spessore dello strato di vernice depositato su stampi e anime.
Il controllo della temperatura per la superficie del pezzo viene effettuato prima del distaffaggio, con l'aiuto di un termometro a contatto inserito nello stampo finché non tocca il pezzo caldo.
Controllo dei getti




Viene eseguito un controllo finale interno secondo le procedure standard e le procedure specifiche derivanti dalle richieste del cliente:
Controllo visivo diretto. La qualità della superficie viene controllata attentamente, cercando possibili difetti superficiali.
Controllo con Liquidi Penetranti. Viene eseguito per rilevare possibili crepe e discontinuità.
Controllo ad ultrasuoni. Viene utilizzato il dispositivo NAMICON con sonde a diverse frequenze e varie geometrie della superficie di contatto.
Controllo della durezza. Il controllo della durezza viene effettuato sulle superfici richieste nella documentazione del cliente, utilizzando i seguenti dispositivi:
- Durometro da laboratorio Brinell 3000 Kg per il controllo della durezza su provini annessi al getto
- Durometro portatile ERNST per il controllo della durezza sul pezzo
- Durometro Portatile Dinamico - Sonda tipo G
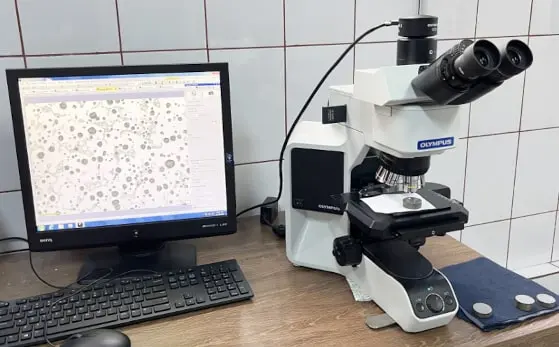
Controllo micrografico. L'analisi della struttura metallografica viene effettuata con l'aiuto del microscopio ottico Olympus. In precedenza, i campioni vengono lucidati su apposite levigatrici.
Controllo dimensionale. Viene eseguito tramite tracciatura sul piano di riscontro utilizzando strumenti classici come calibri a tracciare di varie dimensioni.
Controllo della verniciatura. Nel processo di verniciatura, le caratteristiche delle vernici sono determinate da:
- Tazza Ford - per il controllo dell'adesività (viscosità)
- Tester digitale per controllare lo spessore dello strato di vernice
- Termometri digitali
Database.
Tutti i parametri di controllo del processo e di controllo dei getti sono inseriti in un database molto dettagliato.
Ogni pezzo è marcato con il logo della fonderia, la serie di colata e l'anno di produzione. In questo modo abbiamo una rigorosa tracciabilità di ogni articolo.
Certificazione
Al momento della consegna, i pezzi accettati ricevono un certificato di conformità e un certificato di ispezione con le caratteristiche meccaniche e la composizione chimica (Tipo 3.1). Il sistema di gestione della qualità è certificato ISO 9001:2015 da TÜV SÜD Germania.


